



Are your glass furnace linings failing under extreme thermal stress and aggressive corrosion? The production of AZS electrofused refractories merges precision-engineered Alumina-Zirconia-Silica blends (35-40% Al₂O₃, 33-40% ZrO₂) with advanced casting techniques to create ultra-dense, corrosion-resistant components (bulk density: 3027–3076 kg/m³). This deep dive reveals how mastering parameters like controlled cooling cycles, void-free casting, and microstructure optimization transforms raw materials into furnace linings with 1.3-1.6mm/24h corrosion resistance. Discover how tailored ZrO₂ content in grades like AZS 33/36/41 balances thermal shock resistance and performance, while innovative methods like vacuum casting minimize porosity and spalling risks—critical for extending service life in glass industry hotspots like throat blocks and melt lines.
- Understanding AZS electrofused refractories: composition and structure
- The core manufacturing process of AZS electrofused refractories
- Typical chemical and physical specifications of AZS refractories
- How AZS Grades Impact Microstructure and Performance
- Overcoming manufacturing challenges: advanced casting and cooling techniques
- Primary Applications And The Role Of AZS In The Glass Industry
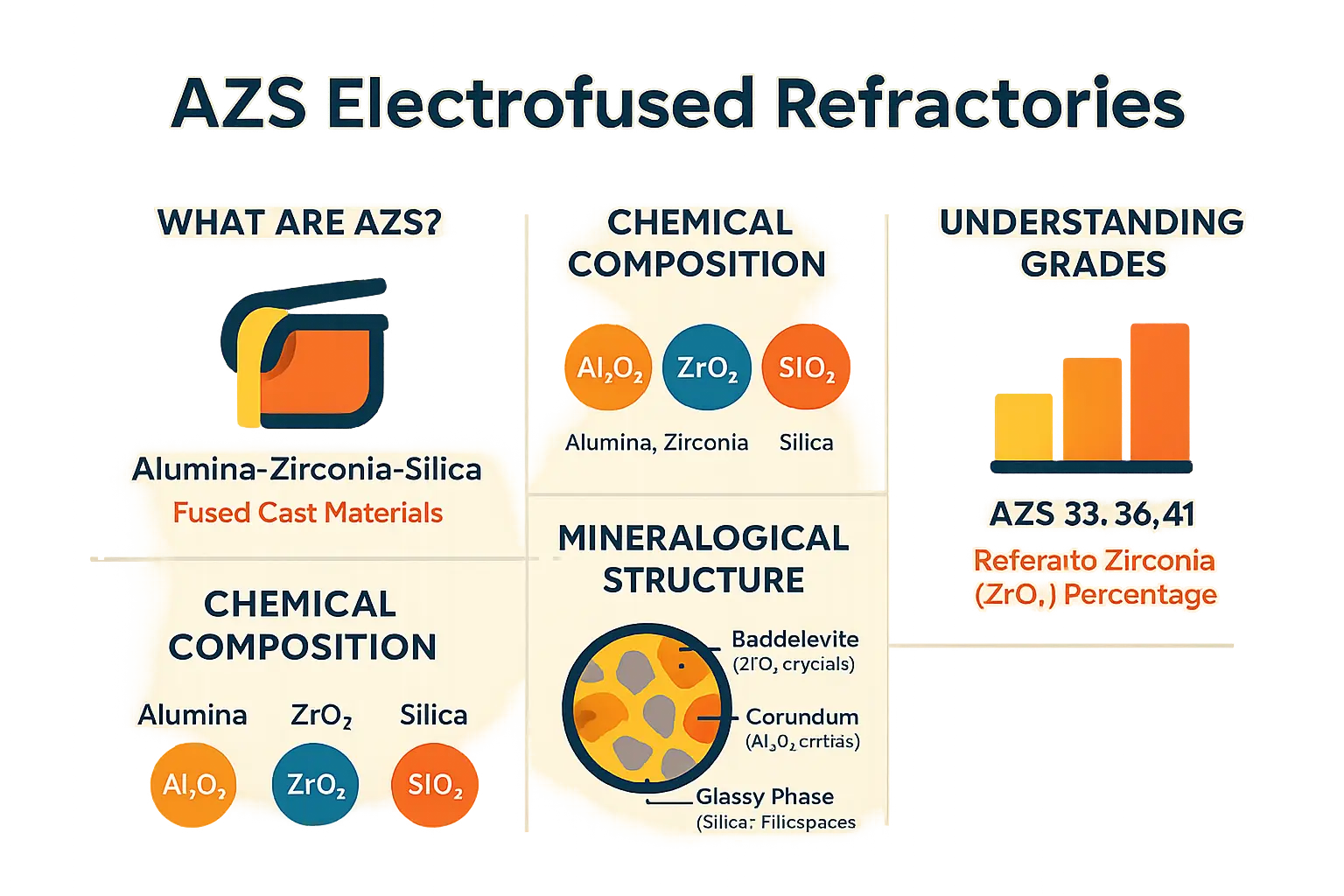
Understanding AZS electrofused refractories: composition and structure
Alumina-Zirconia-Silica (AZS) electrofused refractories represent a critical class of fused cast materials engineered for extreme industrial environments. These materials combine three primary oxides: alumina (Al₂O₃), zirconia (ZrO₂), and silica (SiO₂), with typical compositions ranging from 35-40% Al₂O₃, 33-40% ZrO₂, and 20-23% SiO₂. The precise balance of these oxides ensures enhanced performance in high-temperature applications while minimizing unwanted reactions with molten materials.
Unlike conventional refractories, AZS electrofused products are created through an electric melting process that forms a unique composite structure. This structure features baddeleyite (ZrO₂ crystals) as the primary skeleton, alpha-corundum (Al₂O₃ crystals), and a glassy phase dominated by silicates. The phase distribution—32-40% baddeleyite, 47-43% corundum, and 21-17% glassy phase—directly impacts their performance in high-temperature applications. This heterogeneous arrangement creates a network where baddeleyite provides hardness, corundum offers chemical stability, and the glassy phase binds the structure while allowing controlled expansion.
Grades like AZS 33, 36, and 41 refer to zirconia content variations. For instance, AZS refractories with 32.5%+ ZrO₂ (AZS 33) offer tailored resistance to chemical corrosion and thermal stress. Higher ZrO₂ content in AZS 41, derived from zircon sand containing 65% ZrO₂, enhances performance in glass furnace environments where contamination risks are critical. These variations allow manufacturers to select grades based on operational demands like exposure to molten glass or aggressive chemicals.
This precise composition creates materials with 3027–3076 kg/m³ density and 19–21.5% apparent porosity, enabling 58.6–75.8 MPa cold crushing strength. Their 0.80% thermal expansion at 1000°C ensures dimensional stability, while glassy phase exudation at 1400°C maintains structural integrity during operational cycles. These properties make AZS electrofused refractories effective in glass furnace applications, where they prevent molten glass contamination and withstand thermal gradients without cracking.
The core manufacturing process of AZS electrofused refractories
Raw material selection and preparation
Raw material selection is the foundation of AZS electrofused refractories. High-purity alumina (Al₂O₃) and zircon (ZrSiO₄) are mixed precisely to achieve specific chemical compositions, such as 35–40% Al₂O₃ and 33–40% ZrO₂. Impurities like Fe₂O₃ (≤0.06%) and Na₂O (≤1.5%) are minimized through rigorous sieving and magnetic separation. This step determines corrosion resistance and structural integrity, as improper ratios risk cracks or contamination during high-temperature use in glass furnaces.
Melting in an electric arc furnace
The mixture undergoes electric arc furnace melting at temperatures exceeding 1800°C. Graphite electrodes generate intense heat, fully liquefying raw materials into a homogenous melt. Precise voltage control (320–380V) and oxygen blowing (1.4–1.6 MPa) ensure optimal composition. Overheating risks gas absorption, while underheating causes porosity. This electrofusion defines AZS’s unique structure, with 43% α-alumina and 40% zirconia monoclinic phases, critical for resisting thermal shocks in steel and cement industries.
Casting the molten material
Casting requires pouring molten AZS into silica sand molds at 1960–1980°C. Layered pouring—every 10–20 minutes—enhances density by reducing air pockets. Preheated molds prevent thermal shock, while strategic gating ensures even flow. A 30–50mm arc length maintains crystal structure integrity. Overheated melt risks shrinkage, creating internal voids that compromise durability. This step’s precision directly impacts dimensional accuracy, aligning with MXS Refractories’ custom solutions for glass furnace linings.
Annealing and controlled cooling
Controlled cooling prevents structural failures. Cast blocks are placed in diatomite-insulated kilns, cooling at 1680–1700°C per layer. Rapid cooling causes thermal stress, while slow recrystallization (over days) minimizes microcracks. Natural annealing uses insulation layers, whereas controlled methods employ tunnel kilns. This phase ensures a density of 3027–3076 kg/m³ and a flexural strength of 100 MPa, vital for high-stress applications like glass tank linings where defects cause costly downtime.
Finishing and quality control
Demolded blocks undergo diamond-tool machining for dimensional precision (±0.1mm). Surface grinding removes irregularities, while non-destructive testing detects hidden flaws. Quality checks verify chemical purity (e.g., ZrO₂ ≥32.5% in ZIRKOSIT S32) and physical properties: cold crushing strength (58.6–75.8 MPa) and thermal expansion (0.80% at 1000°C). Only products meeting ISO standards proceed to packaging, ensuring MXS Refractories’ clients avoid risks like glass contamination or premature refractory failure in cement kilns.
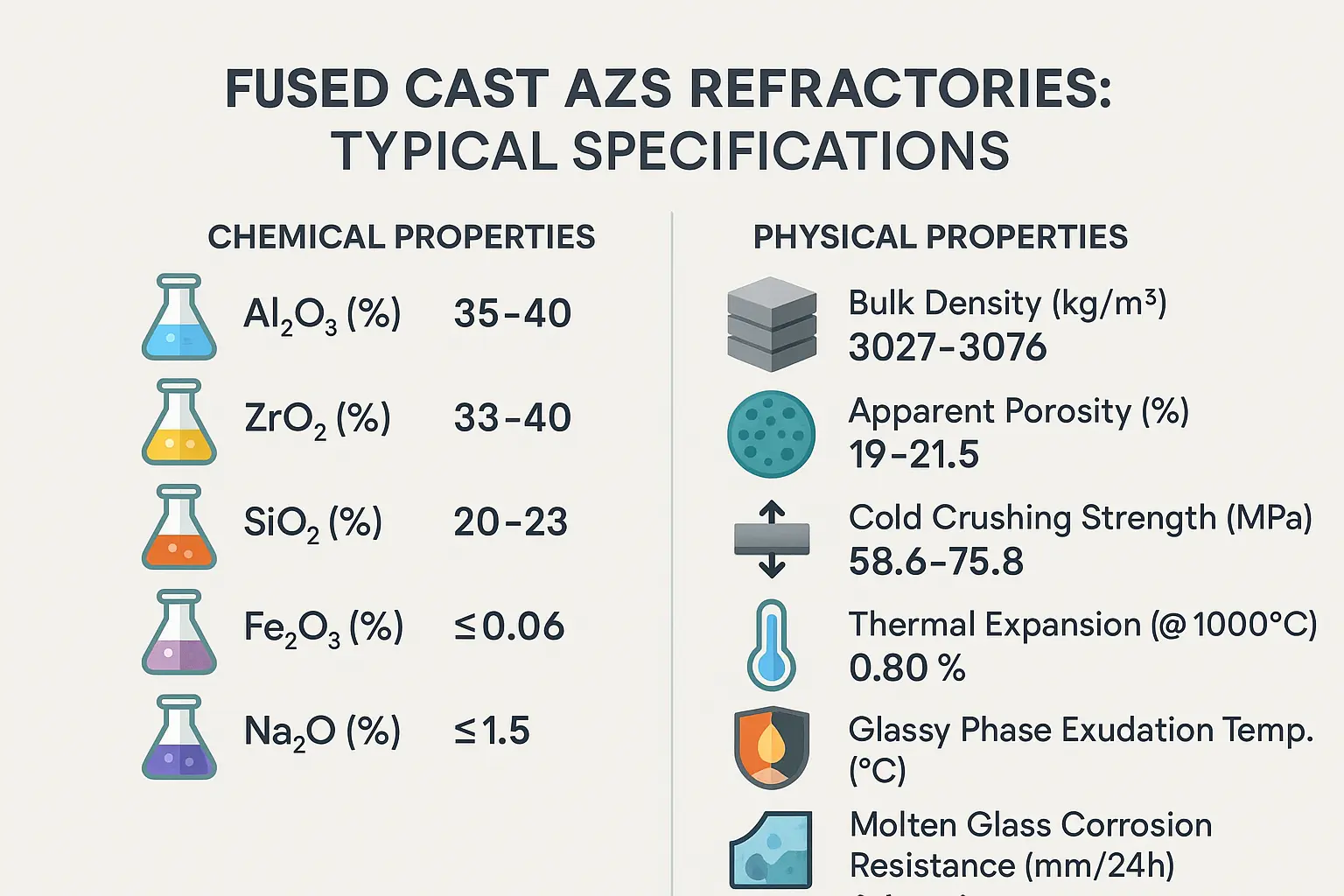
Typical chemical and physical specifications of AZS refractories
| Property | Value |
|---|---|
| Al₂O₃ (%) | 35-40 |
| ZrO₂ (%) | 33-40 |
| SiO₂ (%) | 20-23 |
| Fe₂O₃ (%) | ≤ 0.06 |
| Na₂O (%) | ≤ 1.5 |
| Bulk Density (kg/m³) | 3027–3076 |
| Apparent Porosity (%) | 19–21.5 |
| Cold Crushing Strength (MPa) | 58.6–75.8 |
| Thermal Expansion (@ 1000°C) | 0.80% |
| Glassy Phase Exudation Temp. (°C) | 1400 |
| Molten Glass Corrosion Resistance (mm/24h) | 1.3-1.6 |
The performance of AZS electrofused refractories stems from their balanced composition and electrofusion process. Al₂O₃ (35-40%) ensures structural stability, while ZrO₂ (33-40%) enhances corrosion resistance by combining chemical inertness with mechanical strength. Low Fe₂O₃ (≤0.06%) minimizes glass discoloration risks. These create materials engineered for extreme environments.
Bulk density (3027–3076 kg/m³) and low porosity (19–21.5%) form a dense microstructure that blocks glass penetration. This density directly supports cold crushing strength (58.6–75.8 MPa), ensuring mechanical integrity for structural components like sidewalls. Low porosity prevents infiltration of molten materials in glass industry applications.
Key properties include:
- Thermal Expansion (0.80% @ 1000°C) – Ensures dimensional stability during thermal cycles, reducing crack risks in fluctuating temperatures.
- Glassy Phase Exudation Temp. (1400°C) – Prevents premature phase separation at operational temperatures.
Their corrosion resistance (1.3-1.6 mm/24h) explains dominance in glass furnaces. Higher ZrO₂ in AZS41 (≥40.5%) suits critical zones, while AZS33 (≥50% Al₂O₃) works better in superstructures where thermal shock resistance is key.
These specifications emerge from the electrofusion process – melting zircon and alumina in electric arc furnaces. Controlled casting and annealing lock in critical properties, ensuring materials meet strict performance standards including ≥200 MPa cold crushing strength and ≤1.5% Na₂O to prevent degradation in glass industry applications.
How AZS Grades Impact Microstructure and Performance
The performance of AZS electrofused refractories hinges on their zirconia (ZrO₂) content, which defines their AZS grades—33#, 36#, and 41#. Each grade corresponds to a specific ZrO₂ percentage, altering the microstructure and functional properties. This ensures industries can select materials tailored to operational demands, balancing durability, cost, and application-specific challenges like thermal cycling or chemical exposure.
Higher ZrO₂ levels, like in AZS 41# (40–42% ZrO₂), increase baddeleyite crystal formation and create a denser, interlocking structure. This boosts corrosion resistance but reduces thermal shock tolerance. AZS 33# (32.5–34% ZrO₂) balances simplicity with cost-efficiency for less demanding zones, such as superstructures where thermal cycling is minimal and corrosion risks are lower. Its erosion rate averages 1.4 mm/24h, making it ideal for non-critical contact areas.
- Higher ZrO₂ content (e.g., AZS 41): Delivers superior corrosion resistance against molten glass. Suited for high-stress areas like furnace throats, with erosion rates as low as 1.2 mm/24h. This grade’s dense microstructure minimizes glass infiltration, ensuring stability in aggressive environments.
- Balanced composition (e.g., AZS 36): Combines corrosion resistance and thermal shock resistance. Its 35.5–37% ZrO₂ suits fluctuating-temperature zones, such as burner ports. Thermal shock resistance is critical here, as reduced vitreous phase mitigates cracking during rapid temperature shifts.
- Standard composition (e.g., AZS 33): Offers cost-efficient performance for non-critical zones. Its 33.5% ZrO₂ suits environments with lower corrosion risks, like upper furnace sections, while maintaining a porosity of 19–21.5% for structural integrity.
ZrO₂ content and phase distribution drive performance. AZS 41#’s dense microstructure limits glass infiltration but risks brittleness under thermal stress. AZS 36#’s reduced vitreous phase resists thermal shifts, while AZS 33#’s simpler structure suits general use. Casting techniques like vacuum-free (WS) casting ensure minimal porosity (<0.8%) for components like feed channels, enhancing erosion resistance in critical zones.
Selecting the right AZS grade demands engineering precision. Factors like operating temperature, glass composition, and thermal cycling influence choices. Incorrect selections risk premature failure—a costly oversight where downtime in glass or steel industries can cost millions. By aligning material properties with application demands, manufacturers ensure longevity and cost efficiency in industrial furnaces.
Overcoming manufacturing challenges: advanced casting and cooling techniques
Producing high-quality AZS electrofused refractories requires overcoming material challenges during solidification. Shrinkage creates voids that compromise structural integrity, demanding precision in casting methods for durability in environments like glass furnaces. AZS refractories, with a composition of 35-40% Al₂O₃, 33-40% ZrO₂, and 20-23% SiO₂, must achieve corrosion resistance exceeding 1.3 mm/24h and maintain physical properties like apparent density (3.027–3.076 g/cm³) and thermal expansion (0.80 at 1000°C). Controlling impurities such as Fe₂O₃ (<0.06%) and TiO₂ (<0.01%) is equally critical to prevent unwanted phase separation and gas formation during solidification.
Shrinkage management through casting methods
As molten AZS cools, its density increases by 12-14%, forming a central “pipe” in normal casting (NC). Tilted casting (TC) shifts cavities to non-critical areas, reducing material waste. Void-free (VF) and quasi void-free (QVF) techniques feed molten material during solidification, achieving 98-99% density. These methods are essential for critical applications like glass furnace superstructures, where dimensional stability prevents defects that could cause failure. Advanced solutions also include vacuum casting, which eliminates gas entrapment, ensuring bulk densities above 3.07 g/cm³ while minimizing porosity.
Thermal stress mitigation
Rapid cooling generates thermal gradients that cause stress, risking cracks or spalling in high-temperature environments. In glass furnaces exceeding 1500°C, uncontrolled cooling can shorten refractory lifespan by 30-40%. Optimized annealing cycles, guided by finite element method (FEM) simulations, ensure uniform heat dissipation, reducing residual stresses and improving durability. These simulations model heat transfer to predict stress concentrations, allowing adjustments in mold geometry or cooling rates before production.
Advanced production solutions
- Common defects: Shrinkage cavities, internal cracks, high porosity
- Advanced solutions: Void-free casting, thermal simulations for annealing, oxidizing atmospheres to enhance corrosion resistance
- Goal: Dense, structurally sound blocks with controlled microstructures for maximum service life
Finite element method (FEM) simulations model heat transfer and stress distribution, enabling mold design optimization before production. Vacuum casting minimizes porosity, achieving densities above 3.07 g/cm³. By combining void-free casting with controlled cooling, manufacturers address shrinkage and thermal stress simultaneously, ensuring dimensional stability. In glass furnaces, these techniques extend lining lifespan and maintain performance under extreme conditions. For instance, oxidizing atmospheres during cooling reduce Fe²⁺/Fe³⁺ redox reactions, cutting spalling risks by 20% and extending service life beyond 8 years in high-duty zones.
Primary Applications And The Role Of AZS In The Glass Industry
AZS (Alumina-Zirconia-Silica) electrofused refractories are indispensable in the glass industry. Their ability to withstand extreme temperatures and resist corrosion from molten glass makes them the preferred choice for critical furnace components.
Key Applications In Glass Furnaces:
- Sidewalls: AZS blocks line furnace walls, enduring temperatures exceeding 1700°C while resisting structural degradation.
- Bottom Paving: High wear resistance ensures longevity in areas exposed to direct glass melt contact.
- Throat And Angle Blocks: Low thermal expansion minimizes cracking risks in high-stress zones.
- Superstructures: Maintain integrity under corrosive gases in “Top Spaces” and flues.
Why AZS Stands Out: AZS combines 33–42% ZrO₂ with Al₂O₃ and SiO₂, creating a dense structure (19–21.5% porosity). This ensures:
- Resistance to aggressive corrosion (1.3–1.6 mm/24h erosion rates).
- Maintained purity in molten glass, avoiding defects like zirconia crystals.
- Thermal stability up to 1400°C, reducing degradation from phase transitions.
Beyond Glass Furnaces: AZS materials excel in frit furnaces. Their chemical inertness suits forehearths, where maintaining glass quality is critical.
Maximizing ROI Through Expertise: AZS performance hinges on precise selection, design, and installation. Deviations in material sourcing or assembly accelerate wear, causing significant downtime. Specialized knowledge is irreplaceable.
Optimal performance requires deep expertise. As a global partner in refractory solutions, MXS Refractories supports industrial leaders in the glass, steel, and cement sectors with high-performance refractory design, material sourcing, and on-site supervision. MXS Refractories ensures every AZS component meets exacting standards, from chemical composition to structural integrity under thermal shock.
AZS electrofused refractories combine corrosion resistance and structural integrity through their composite structure (baddeleyite, corundum, glassy phase). Advanced manufacturing tackles thermal stress and shrinkage, ensuring durability in glass furnaces. Grades (AZS 33–41) optimize performance in critical areas. Partner with MXS Refractories for expert solutions maximizing furnace longevity and efficiency.